服务热线
0515-88892145
服务热线
0515-88892145 
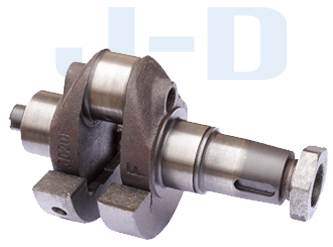
柴油机工作时,曲轴摩擦表面运动速度高,散热条件差,不仅容易造成轴颈磨损,还会出现整体弯曲变形。那么导致曲轴弯曲变形的原因和检修方法。

曲轴轴向间隙的检查可采用百分表或塞尺进行。将百分表触头顶在曲轴平衡重上,用撬捧前后撬动曲轴,观察表针摆动数值,即为曲轴轴向间隙。或者用撬棒将曲轴撬向一端,再用塞尺检查推力轴承和曲轴止推面之间的间隙,即为曲轴轴向间隙。

传统的曲轴主轴颈及连杆轴颈的多刀车削工艺。生产效率和自动化程度相对较低。粗加工设备多采用多刀车床车削曲轴主轴颈及连杆轴颈,工序的质量稳定性差,容易产生较大的内应力,难以达到合理的加工余量。一般精加工采用曲轴磨床,通常靠手工操作,加工质量不稳定,尺寸的一致性差。老式生产线的主要特点是普通设备多,导致产品生产周期长、场地占用面积大,且完全是靠多台设备分解工序和余量来提高生产效率。
点击数:2538发布:2016-10-26 来源: 盐城江动曲轴、盐城市江动曲轴制造有限公司、江动曲轴制造有限公司、盐城江动曲轴、江动曲轴






 识别二维码关注我们
识别二维码关注我们 扫一扫关注微信公众号
扫一扫关注微信公众号